 13034552599
13034552599



电 话:0530-8508508
手 机:13034552599
微 信:13034552599
邮 箱:13034552599@qq.com
厂 址:山东省巨野中小企业孵化园

有机废气处理设备标准操作及使用复检全解析
浏览: |
2025-08-23 15:52
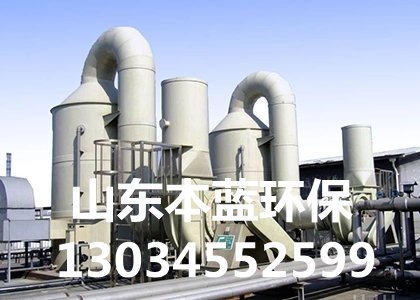
有机废气处理设备标准操作及使用复检全解析
随着环保法规日益严格与公众环境意识的提升,高效、规范地运行有机废气处理设备已成为企业履行社会责任、实现可持续发展的关键环节。本文将围绕其标准操作流程、日常维护要点及周期性复检要求展开详述,助力相关单位建立科学管理体系。
一、标准操作规程:安全与效率的双重保障
1. 启动前准备阶段
系统巡检:操作人员需对吸附塔填料状态、催化剂活性组件完整性进行目视检查;确认管道连接处无松动或泄漏迹象;***别关注电气控制柜内接线端子是否紧固,避免因接触不***引发故障。
参数预设校准:根据工艺需求设定温度阈值(如RTO焚烧室维持在800±20℃)、压力区间及风机转速频率,并通过模拟信号测试PLC控制系统响应灵敏度。建议留存原始设定值记录以便追溯对比。
安全防护确认:穿戴防毒面具、护目镜等PPE装备;启动应急排风装置确保作业区域通风******;在高风险区域设置警示标识并隔离非授权人员进入通道。
2. 运行中的动态监控
实时数据采集:利用SCADA系统持续追踪进出口气体浓度变化曲线,当VOCs超标时自动触发报警机制;同步监测差压变送器反馈的压力降数值,判断过滤层堵塞程度。例如活性炭饱和度超过70%即应考虑更换周期。
异常处置预案:若出现温度骤升(超出设计范围±5%)、设备振动加剧等情况,立即执行紧急停机程序,并通过旁路阀门切换至备用单元继续处理废气,防止未经净化的污染物直排。
人工巡检频次:每两小时记录一次关键仪表读数,重点核查旋转阀密封性能、热交换器结露状况以及喷淋系统水量分布均匀性。发现异常应及时标注并上报维修团队。
3. 停机维护规范
有序关闭步骤:遵循“先降负荷后断电”原则,逐步减少进气流量直至归零,待内部构件冷却至常温后再切断主电源供应。严禁带压拆卸任何部件以防残余能量释放造成人身伤害。
残留物清理流程:采用惰性气体吹扫管路内滞留的可燃物质;使用专用工具清除蓄热陶瓷体内的积灰;对于含有剧毒成分的反应釜,须经三次以上水洗并检测pH值达标后方可开放检修口。
二、周期性复检体系构建:从预防到***化的闭环管理
1. 日常点检项目清单
序号 检查内容 方法工具 合格标准 备注说明
1 风机轴承润滑情况 红外测温仪 温度≤65℃,无明显异响 每月加油一次
2 UV灯管照射强度 辐射计 ≥初始值的80% 累计使用超5000小时需更换
3 法兰密封垫片完整性 肥皂水泡沫测试法 无连续气泡产生 发现老化裂纹立即替换
4 活性炭碘值 实验室滴定分析 符合GB/T 7702.1标准要求 吸附效率下降30%即更新批次
2. 季度深度检测要点
性能衰减评估:通过标准气体标定法测定设备去除效率是否仍保持在设计值的90%以上;运用激光粒度分析仪检测布袋除尘器滤料破损导致的穿透率上升问题。
结构完整性验证:采用超声波探伤技术排查受压容器焊缝裂纹;借助内窥镜观察催化床层孔隙堵塞情况,必要时实施高压水射流清洗再生作业。
能耗审计分析:统计过去三个月电能消耗曲线波动幅度,结合生产日志排查是否存在空载运行浪费现象;对比同型号设备单位处理量的能耗差异,识别节能改造潜力点。
3. 年度***修策略制定
核心部件寿命管理:建立易损件台账(如密封圈、传感器探头),依据制造商推荐的MTBF(平均无故障间隔时间)提前备货;对于达到服役期限的主电机绕组***缘电阻进行兆欧表测试,低于2MΩ时必须重绕线圈。
智能化升级改造:引入物联网传感器网络实现远程诊断功能;加装变频调速装置使风机运行始终处于***工况点附近;整合AI算法预测维护保养时间节点,降低突发故障概率。
三、合规性文件支撑与人员培训机制
所有操作记录均需录入电子化台账系统,包括但不限于设备启停日志、维护保养表单、检测报告副本等。同时定期组织岗位技能考核,确保每位员工熟练掌握MSDS化学品安全数据说明书内容,能够正确应对突发泄漏事件。建议每半年开展一次多部门联合演练,模拟火灾报警联动、紧急疏散路线熟悉度测试等场景,全面提升应急处置能力。
通过严格执行上述标准化操作流程与精细化复检制度,不仅能确保有机废气处理设施长期稳定达标排放,更能为企业创造显著的环境效益与经济效益双赢局面。未来随着新技术新材料的应用普及,持续***化现有方案将是保持竞争力的关键所在。
